





































A impressão 3D em resina é conhecida pela sua precisão excepcional e pela capacidade de reproduzir detalhes muito finos, tornando-se uma escolha preferida para a fabricação de figuras, protótipos ou peças técnicas. No entanto, esta tecnologia é muito sensível aos ajustes e às condições de impressão.
Este artigo tem como objetivo apresentar os erros mais comuns na impressão em resina e fornecer soluções práticas para evitá-los. Seguindo estas dicas, você otimizará a qualidade das suas impressões e reduzirá o risco de falhas.

1. Má adesão à plataforma de impressão
Um dos problemas mais frequentes é o desprendimento das peças nas primeiras camadas ou durante a impressão.
Causas:
- – Plataforma suja ou muito lisa.
- – Calibração incorreta da plataforma de construção.
- – Tempo de exposição das primeiras camadas insuficiente.
- – Resina muito fria, com viscosidade elevada.
Soluções:
Para resolver este problema, é essencial recalibrar corretamente a plataforma seguindo o procedimento recomendado pelo fabricante. Se as primeiras camadas ainda tiverem dificuldade em aderir, pode ser necessário aumentar ligeiramente o tempo de exposição para reforçar a adesão inicial.
Também é importante garantir que a resina esteja à temperatura ambiente para reduzir a viscosidade e facilitar a adesão.
Por fim, limpar a plataforma com álcool isopropílico ou lixar ligeiramente cria uma superfície mais favorável à fixação da resina.

2. Desprendimento ou delaminação das camadas
Algumas impressões apresentam fissuras ou uma separação visível entre as camadas.
Causas:
- – Camadas subexpostas.
- – Camadas base (bottom) superexpostas, muito rígidas.
- – Velocidade de elevação muito rápida ou tempos de descanso insuficientes.
- – Resina restante ou riscos no filme.
Soluções:
Para evitar a delaminação, é importante ajustar o tempo de exposição das camadas. As camadas regulares devem receber ligeiramente mais exposição, enquanto as camadas base precisam de uma exposição ligeiramente reduzida para manter sua flexibilidade.
Reduzir a velocidade de elevação e aumentar o tempo de descanso entre os movimentos também ajuda a limitar as tensões nas camadas.
Uma limpeza regular do tanque e a verificação do estado do filme garantem uma adesão consistente e diminuem os riscos de separação das camadas.
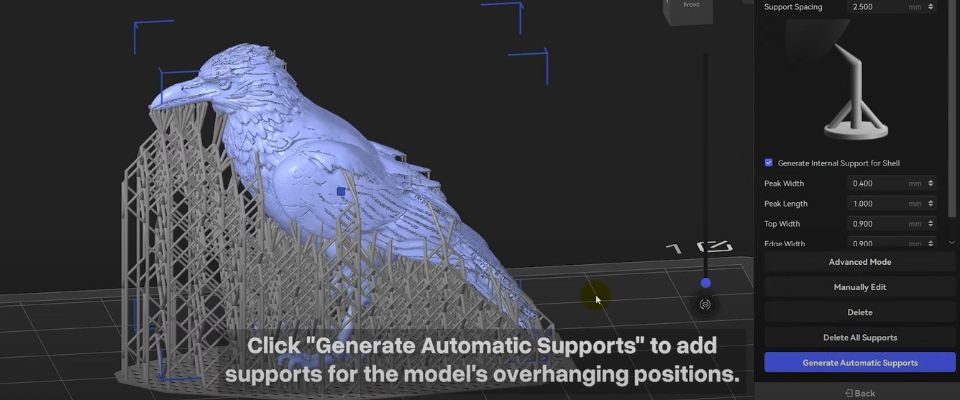
3. Estrutura de suportes inadequada ou insuficiente
Uma peça pode colapsar ou apresentar áreas faltantes se os suportes não forem suficientes.
Causas:
- – Escolha do tipo de suporte inadequado (árvore vs grade).
- – Suportes muito finos ou inexistentes.
- – Colocação incorreta dos suportes, deixando áreas críticas sem apoio.
Soluções:
Para garantir a estabilidade das suas impressões, recomenda-se aumentar a densidade e a espessura dos suportes, especialmente nas áreas críticas.
Colocar manualmente os suportes onde a peça é mais frágil ajuda a evitar o colapso das partes salientes.
Dependendo do modelo, testar diferentes tipos de suportes, como grades mais robustas, também pode melhorar a resistência da impressão e reduzir o risco de áreas faltantes.
4. Defeitos de superfície (rugosidade ou efeito “casca de laranja”)
As superfícies granulosas ou texturizadas são outro problema comum.
Causas:
- – Má adesão entre as camadas ou drenagem insuficiente.
- – Superexposição ou subexposição das camadas.
- – Resina contaminada por poeira ou detritos.
Soluções:
Para obter uma superfície lisa e uniforme, é essencial ajustar cuidadosamente a exposição de acordo com a resina utilizada.
Filtrar a resina antes de cada impressão elimina partículas indesejadas, enquanto um ambiente limpo em torno da impressora ajuda a limitar a contaminação.
Por fim, reduzir ligeiramente a velocidade de elevação promove melhor adesão entre as camadas, melhorando consideravelmente a qualidade das superfícies.
5. Furos ou áreas ausentes
Alguns objetos apresentam cavidades ou áreas vazias não planejadas.
Causas:
- – Subexposição localizada.
- – Paredes muito finas no slicer.
- – Bolhas de ar presas na resina.
- – Peças ocas sem furos de drenagem.
Soluções:
Para corrigir este problema, é necessário aumentar ligeiramente a exposição geral para que a resina polimerize corretamente em todas as áreas. Aumentar a espessura das paredes no slicer ajuda a reforçar a estrutura e reduzir áreas ausentes.
Mexer bem a resina antes da impressão permite que as bolhas de ar subam, evitando que fiquem presas. Para peças ocas, adicionar furos de drenagem garante que a resina em excesso possa escapar, limitando a formação de vazios.
6. Sobrecarga, posicionamento inadequado ou orientação incorreta do modelo
A disposição inadequada das peças e a orientação incorreta podem causar falhas ou deformações.
Causas:
- – Muitos modelos na plataforma.
- – Impressão sempre na mesma área, causando desgaste localizado do filme.
- – Orientação plana na plataforma, provocando warping e linhas visíveis.
Soluções:
Para limitar problemas de sobrecarga, é recomendável não sobrecarregar a plataforma e distribuir as impressões em vários lotes.
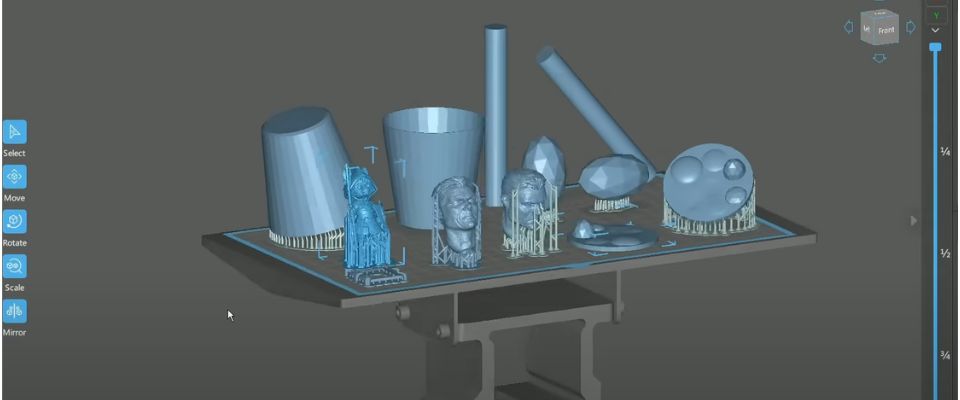
Variar as áreas de impressão e girar o tanque ajuda a distribuir o desgaste do filme.
Quanto à orientação, inclinando os modelos em vez de deixá-los planos, obtém-se maior resistência às forças durante a elevação e reduz-se deformações ou linhas visíveis nas superfícies.
7. Temperatura e ambiente instáveis
A estabilidade do ambiente é essencial para uma boa polimerização.
Problemas:
- – Impressões deformadas.
- – Má polimerização das camadas.
Soluções:
Manter uma temperatura estável entre 20 e 25 °C é crucial para obter impressões uniformes.
Também é importante evitar correntes de ar ou fontes de calor direto ao redor da impressora, pois podem causar endurecimento irregular da resina e deformações na peça.
8. Negligenciar a manutenção do equipamento (FEP, plataforma, tanque)
Uma manutenção insuficiente aumenta o risco de falhas e reduz a vida útil do equipamento.
Riscos:
- – Filme FEP, ACF ou PFA danificado ou opaco.
- – Tela LCD suja.
- – Resina contaminada.
Soluções:
Uma manutenção regular é indispensável para garantir a qualidade das impressões e prolongar a vida útil da impressora. Limpar a plataforma de construção, o tanque e a tela evita o acúmulo de resina endurecida e poeira.
Inspecionar o filme FEP/ACF/PFA e substituí-lo se estiver riscado ou opaco garante uma transmissão uniforme da luz.

Após uma falha, filtrar a resina para eliminar partículas ajuda a manter a resina limpa para as próximas impressões e reduz defeitos.
Conclusão
A impressão 3D em resina é uma tecnologia muito precisa, mas que exige rigor e método. Os erros mais frequentes envolvem adesão, suportes, exposição, orientação, manutenção e ambiente.
Checklist final antes da impressão:
- – Filtragem da resina e verificação do filme.
- – Calibração e nivelamento da plataforma.
- – Verificação dos suportes e da orientação.
- – Controle da exposição e da temperatura.
- – Limpeza da plataforma, do tanque e da tela.
Altere um parâmetro de cada vez e documente os resultados. Não hesite em compartilhar suas experiências e dicas com a comunidade para progredir mais rapidamente.
✅ Por que escolher a Polyfab3D?
Suporte premium e serviço pós-venda: Com base nas suas necessidades, orientamos você para a solução mais adequada e oferecemos suporte contínuo na sua implementação e uso diário.
Revendedor oficial: A Polyfab3D é uma revendedora certificada das principais marcas, garantindo produtos oficiais, acesso exclusivo às últimas inovações e suporte técnico prioritário.
Entrega rápida e satisfação do cliente: A Polyfab3D compromete-se a oferecer uma experiência rápida e otimizada. O feedback positivo dos nossos clientes nos recompensa e comprova a confiabilidade e eficiência do nosso serviço.
Contacte-nos agora para uma recomendação personalizada, adaptada às suas necessidades, orçamento e objetivos.