





































Impressoras 3D são acessíveis para todos os níveis, mas continuam sendo um processo delicado, onde muitos fatores podem causar imperfeições. Desde camadas que se soltam até extrusão irregular, cada defeito pode ser considerado um problema impressão 3D que precisa ser resolvido.
Neste artigo, revisamos os problemas impressão 3D mais comuns e como corrigi-los, para ajudá-lo a obter peças precisas e confiáveis.
Extrusão irregular ou subextrusão: identificar um problema impressão 3D
Subextrusão é um problema impressão 3D que se manifesta com camadas faltando, fios muito finos ou superfícies ásperas. Pode ser causada por diâmetro de filamento incorreto, bico parcialmente entupido, velocidade muito alta ou temperatura insuficiente do hotend. Até a tensão do motor do extrusor pode influenciar a regularidade da extrusão.
Solução: Verifique o diâmetro do filamento e insira o valor exato no slicer. Limpe ou substitua o bico se necessário.
Ajuste a temperatura do hotend de acordo com o material e reduza a velocidade para melhorar a consistência. Verifique a tensão da mola do extrusor para garantir que o material seja alimentado corretamente.
Realize um teste de calibração com um modelo simples para identificar se a subextrusão persiste.
Descolamento ou warping das peças: um problema impressão 3D comum
Descolamento da peça é um problema impressão 3D clássico, especialmente para materiais como ABS. Ocorre quando os cantos do objeto se levantam da mesa durante a impressão. As principais causas incluem mesa mal nivelada, temperatura insuficiente da mesa ou variações térmicas na peça. Isso gera defeitos estéticos e pode comprometer a precisão.
Solução: Para evitar o warping, comece nivelando corretamente a mesa e certifique-se de que esteja limpa e aderente. O uso de fita adesiva, cola ou spray de adesão pode melhorar muito a fixação.
Ajuste a temperatura da mesa conforme o material: PLA geralmente precisa de 50–70 °C, enquanto o ABS pode requerer 90–110 °C. Imprima as paredes lentamente para reduzir tensões térmicas e use um gabinete fechado para minimizar variações de temperatura e evitar descolamento.
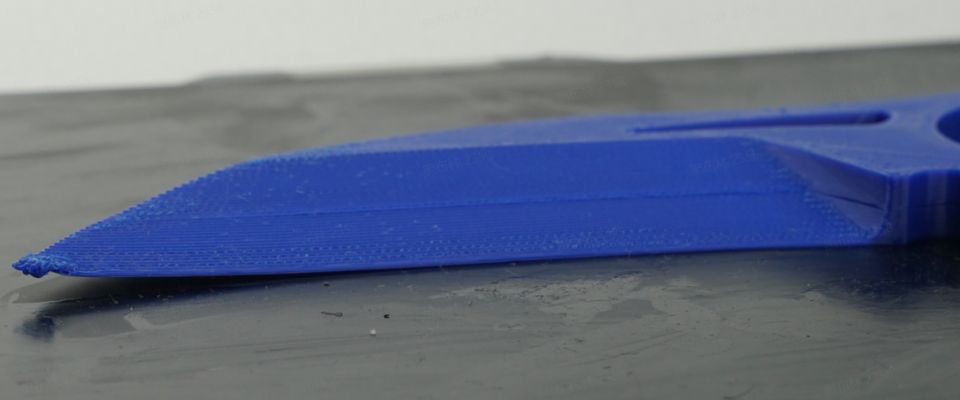
Over-extrusion e excesso de filamento
Over-extrusion causa excesso de material, formando rebarbas, camadas irregulares e às vezes entupimentos. Causas comuns incluem fator de extrusão muito alto no slicer, temperatura excessiva ou velocidade muito baixa. Esse é um problema impressão 3D recorrente, principalmente em peças grandes.
Solução: Reduza o fator de extrusão ou o flow rate no slicer para 95–100%. Verifique se a temperatura do hotend está adequada ao material.
Ajuste a velocidade para equilibrar a deposição e faça um teste de calibração para confirmar que as camadas estão uniformes. Utilize filamento de qualidade, que não absorva muita umidade.
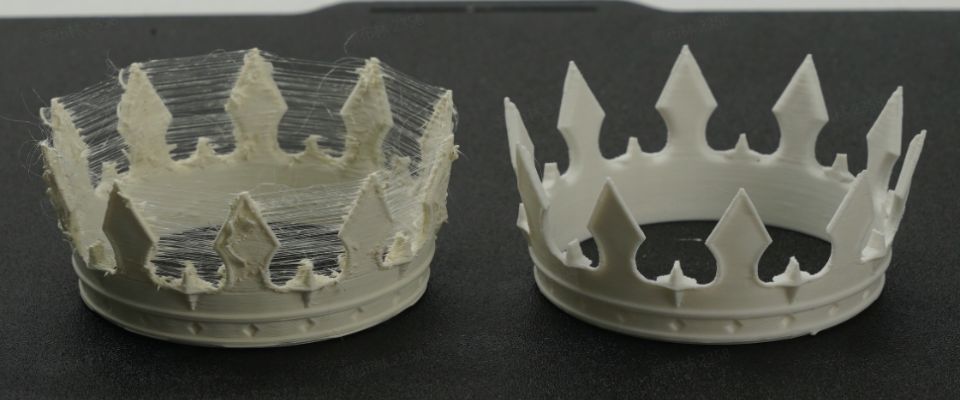
Stringing: um dos problemas recorrentes
Stringing é outro problema impressão 3D comum, em que fios finos se formam entre partes da peça, dando aspecto de teia de aranha. É causado por retração inadequada, temperatura de bico muito alta ou movimentos rápidos da cabeça de impressão.
Solução: Ative e configure a retração no slicer. Reduza levemente a temperatura de extrusão para limitar o fluxo durante os deslocamentos.
Movimentos rápidos e precisos da cabeça também reduzem o risco de stringing. Imprima modelos de teste para ajustar as configurações de retração de forma ideal.
Camadas desalinhadas ou shifting
Camadas desalinhadas acontecem quando as camadas não se empilham corretamente. Causas incluem mesa ou chassis mal fixados, correias frouxas, motores de passo que perdem passos ou obstáculos mecânicos durante a impressão.
Solução: Certifique-se de que a impressora está em superfície estável e que a mesa está firmemente fixada. Aperte as correias e lubrifique os eixos, se necessário. Verifique conectores e cabos dos motores para detectar falsos contatos.
Reduza a velocidade se o problema persistir e faça um teste manual dos eixos para detectar resistência ou bloqueio.
Má adesão da primeira camada: como corrigir este problema impressão 3D
Uma primeira camada que não adere bem é um problema comum impressão 3D, resultando em peças incompletas ou falhadas desde o início. Causas incluem mesa suja ou mal nivelada, bico muito distante ou velocidade inicial muito alta.
Solução: Limpe a mesa com álcool isopropílico para remover resíduos de gordura. Ajuste a altura do bico para que a camada fique ligeiramente prensada na mesa.
Reduza a velocidade da primeira camada para 20–30 mm/s e aumente alguns graus a temperatura do bico para melhorar a adesão. Ative Brim ou Raft no slicer para aumentar a área de contato com a mesa.
Blobs ou pontos de material
Blobs são pequenas protuberâncias na superfície da peça, um problema impressão 3D causado por fluxo irregular de filamento, retração mal configurada ou mudanças bruscas de direção do bico.
Solução: Ajuste retração e parâmetros de jerk/speed no slicer. Controle a temperatura de extrusão para mantê-la estável.
Mantenha o bico limpo e sem obstruções. Reduza levemente a velocidade em ângulos agudos para evitar excesso de material.
Warping interno ou fissuras
Materiais como ABS ou PETG podem desenvolver fissuras internas ou warping, um problema impressão 3D causado por choques térmicos ou resfriamento rápido entre camadas.

Solução: Imprima em ambiente estável, use gabinete fechado, reduza resfriamento excessivo e aumente levemente a temperatura de extrusão. Adicionar contornos sólidos ou Brim pode reforçar os cantos e prevenir fissuras.
Problema de hardware: mesa não nivelada
Uma mesa mal nivelada é frequentemente a causa de muitos problemas impressão 3D. A impressão fica desigual, a primeira camada não adere e o resultado final é deformado.
Solução: Use auto-leveling se disponível ou nivele manualmente com papel e medição cuidadosa. Verifique regularmente, especialmente após transporte ou desmontagem.
Uma primeira camada uniforme é essencial para uma impressão bem-sucedida.
Bico entupido
O bico entupido é um problema impressão 3D clássico que impede a saída correta do material e causa subextrusão. Causas incluem filamento de baixa qualidade ou resíduos de impressões anteriores.
Solução: Limpe o bico com calor ou faça um cold pull. Use filamentos de qualidade e mantenha-os secos.
Verifique a temperatura de impressão e certifique-se de que corresponda ao material utilizado.
Ruídos e vibrações excessivas
Ruídos incomuns ou vibrações podem danificar a mecânica e afetar a impressão. Geralmente causados por eixos mal lubrificados, correias soltas ou peças frouxas.
Solução: Aperte todos os parafusos, lubrifique os eixos, verifique a tensão das correias e coloque a impressora em uma superfície estável.
Ajuste acelerações e velocidades para reduzir solavancos.
Conclusão
Os problemas impressão 3D FDM são numerosos, mas cada um pode ser resolvido analisando as causas e ajustando os parâmetros de forma metódica. Mesa limpa e nivelada, filamento 3D de qualidade, hotend e bico bem mantidos, e configurações adaptadas ao material e geometria da peça são essenciais. Com paciência, os defeitos se tornam previsíveis e fáceis de corrigir, permitindo impressões precisas e confiáveis.
Se você deseja mais informações sobre algum problema impressão 3D específico ou tem outro problema, deixe um comentário abaixo. Nosso atendimento ao cliente eficiente poderá responder suas dúvidas e ajudar a otimizar suas impressões 3D.
Sua experiência e feedback também podem ajudar a comunidade a compreender melhor e resolver os problemas impressão 3D.
✅ Por que escolher a Polyfab3D?
Suporte premium e serviço pós-venda: Com base nas suas necessidades, orientamos você para a solução mais adequada e oferecemos suporte contínuo na sua implementação e uso diário.
Revendedor oficial: A Polyfab3D é uma revendedora certificada das principais marcas, garantindo produtos oficiais, acesso exclusivo às últimas inovações e suporte técnico prioritário.
Entrega rápida e satisfação do cliente: A Polyfab3D compromete-se a oferecer uma experiência rápida e otimizada. O feedback positivo dos nossos clientes nos recompensa e comprova a confiabilidade e eficiência do nosso serviço.
Contacte-nos agora para uma recomendação personalizada, adaptada às suas necessidades, orçamento e objetivos.